Industry-standard pill containers, grinders, and medical storage solutions.

Wholesale Multi-Functional Pill Grinder Pill Crusher Pill Cutter Box


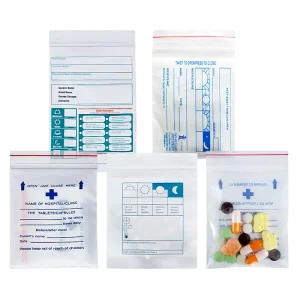
Prescription Packaging Pharmacy Use Paper Bag Pill/Medicine Packaging Bag with Customized Logo

Wholesale Moisture-Resistant Home Health Care Compartments Plastic Pill Box

Automatic 7 Day Plastic Pill Box Case Dispenser for Weekly Medicines
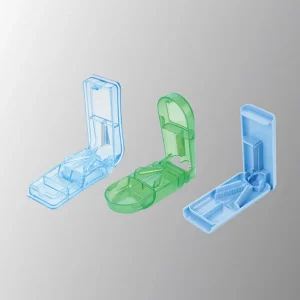
Cheap Price Premium Plastic Pill Box Cutter Storage Container Medical Tablet Cutter

Low Price Promotional Medical Equipment Pill Crusher Pulverize Case Grinder
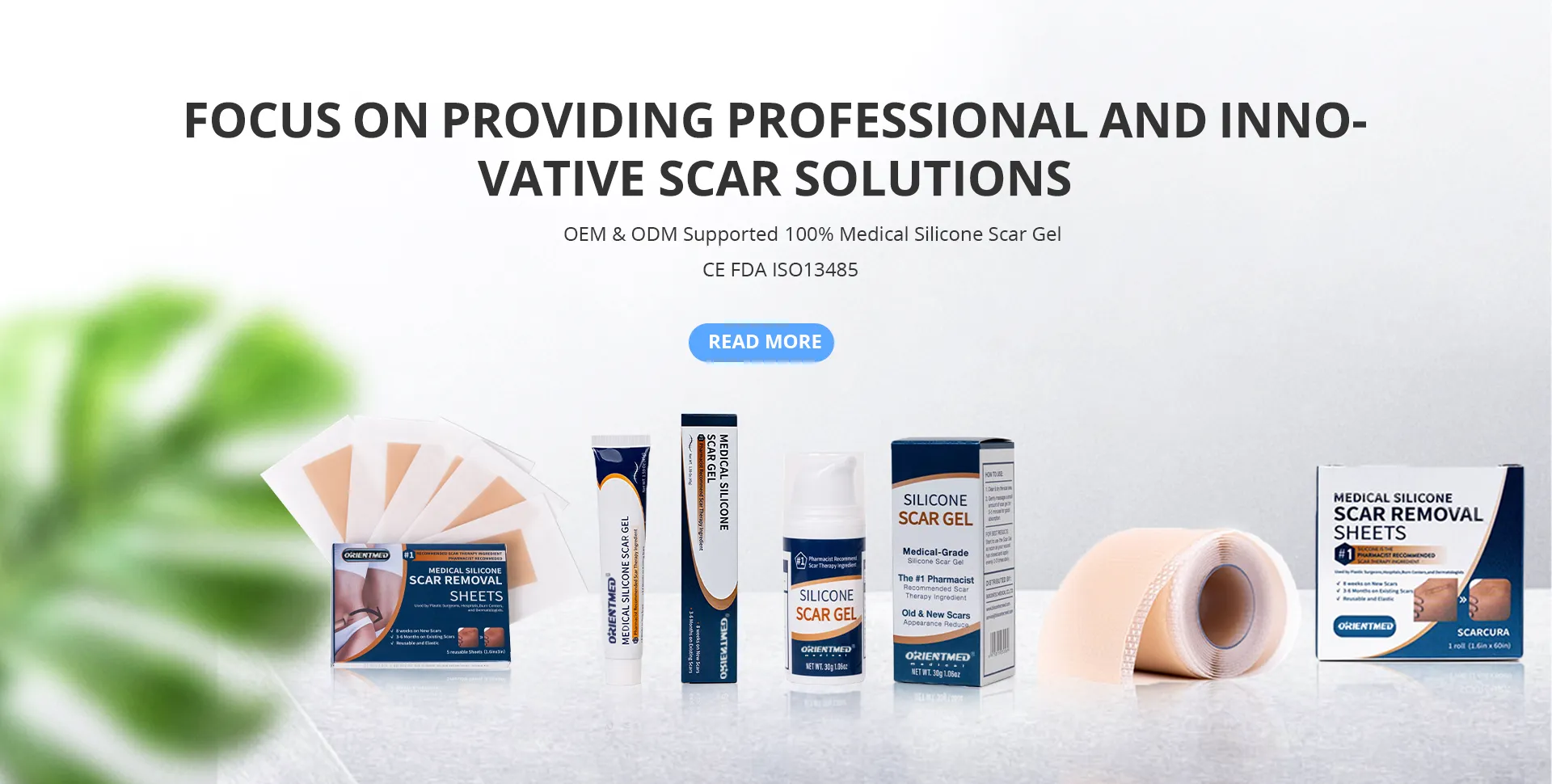
The pharmaceutical packaging industry is undergoing a seismic shift. As global healthcare needs expand, the demand for reliable, safe, and cost-effective plastic pill bottles has reached an all-time high. In the current business climate, "Plastic Pill Bottles" are not merely containers; they are critical components in the medical supply chain that ensure medication efficacy and patient safety.
Globally, the market is moving toward high-barrier materials like HDPE and PET, which offer superior protection against moisture, oxygen, and UV light. From local community pharmacies in the USA to large-scale hospital networks in Europe and the Middle East, the requirement for standardized, certified, and child-resistant packaging is non-negotiable.
As a leading China Plastic Pill Bottles Factory, we are at the forefront of this evolution, integrating smart manufacturing with rigorous international standards to serve the global market.
Built on years of Experience, Expertise, Authoritativeness, and Trustworthiness.
Every bottle we manufacture utilizes 100% virgin, medical-grade plastics. We adhere to FDA and ISO standards, ensuring our products are free from BPA and contaminants.
Our factory employs advanced injection and blow molding technologies. This ensures uniform thickness, perfect threading for caps, and 100% airtight seals.
Located in Ningbo, one of China's primary logistics hubs, we provide seamless shipping to over 50 countries, ensuring your inventory never runs low.
1. Child-Resistant Packaging (CRP): Global regulations are tightening. Our "Push-and-Turn" and "Squeeze-and-Turn" mechanisms meet the highest safety benchmarks (CFR Title 16, Part 1700).
2. Sustainability: There is a massive push for PCR (Post-Consumer Recycled) plastics and biodegradable options. We are actively researching and providing eco-friendly alternatives to traditional PET/HDPE.
3. Smart Packaging: Integrated QR codes and RFID tags are becoming standard for anti-counterfeiting and inventory tracking in the high-end pharmaceutical sector.
Wholesale buyers and pharmaceutical distributors are no longer just looking for the lowest price. The modern procurement officer prioritizes factory audit transparency, consistent color matching (Amber, Cobalt Blue, Clear), and the ability to handle custom OEM/ODM branding.
Our factory provides a one-stop-shop experience, from initial mold design to final sterilized packaging, making us the preferred supplier for high-volume international contracts.

As a global Plastic Pill Bottles Supplier, we understand that requirements vary by region:
Our China Factory Advantage lies in our versatility. We offer unbeatable price-to-quality ratios, rapid prototyping for new designs, and a deep understanding of international pharmaceutical regulations.
When sourcing from a China Plastic Pill Bottles Factory, understanding material properties is vital. PET (Polyethylene Terephthalate) is known for its glass-like clarity and excellent gas barrier properties, making it ideal for high-end capsule packaging. HDPE (High-Density Polyethylene), conversely, offers excellent impact resistance and moisture barriers, often used for bulk pharmaceutical storage.
Our facility doesn't just produce bottles; we provide a holistic packaging ecosystem. This includes Child-Resistant Caps (CRC), induction seals that provide tamper-evidence, and custom labeling services that help your brand stand out on pharmacy shelves. We specialize in "Amber" UV-protection technology, which is essential for light-sensitive medications.
Moreover, our role as a top supplier involves staying ahead of the curve in Rehabilitation and Home Care. Our product line extends to multi-functional pill grinders and dispensers that aid patients with limited mobility, bridging the gap between clinical medicine and daily life comfort.
By partnering with Ningbo Seaoriva Medical Co., Ltd., you are choosing a manufacturer that values integrity, innovation, and international excellence. Our professional R&D team is constantly optimizing bottle ergonomics to ensure ease of use for the elderly while maintaining the highest safety for children.
Expanding your pharmacy capabilities with premium accessories and vials.
Ningbo Seaoriva Medical Co., Ltd. is a leading China-based manufacturer of high-quality medical consumables and rehabilitation products, specializing in general disposable medical products, pharmacy products, and rehabilitation & incontinence care solutions. With years of dedicated experience in the healthcare industry, Seaoriva Medical has established a reputation for delivering safe, reliable, and innovative medical solutions to hospitals, clinics, pharmacies, and home care providers worldwide.
The company offers a comprehensive product portfolio, including adult and pediatric diapers, bed pads and underpads, disposable wipes, medical gloves, face masks, hand sanitizers, syringes, bandages, orthopedic braces, wheelchairs, walkers, and rehabilitation exercise equipment. Every product is manufactured under strict quality control standards, ensuring patient safety, comfort, and hygiene.
Seaoriva Medical emphasizes research, development, and precision manufacturing, leveraging modern production technologies and a rigorous quality management system to maintain consistent product excellence. The company also provides customized solutions tailored to the specific needs of hospitals, pharmacies, and home care facilities, supporting efficient workflow and improved patient outcomes.
Guided by the principles of "quality first, innovation-driven, and customer-focused," Ningbo Seaoriva Medical Co., Ltd. has earned an excellent reputation both domestically and internationally. With a professional R&D team, modern production facilities, and dedicated after-sales support, the company continues to advance the medical consumables and rehabilitation industry, delivering safe, effective, and high-quality healthcare solutions that enhance patient care and support global healthcare innovation.







